 (067) 407-96-97
(067) 407-96-97 (050) 447-10-46
(050) 447-10-46 Каталог
Каталог Изготовление строительных конструкций путем холодной гибки
В строительстве применяют три вида гнутых деталей: гнутые в горячем состоянии для деталей, где недопустим наклеп; гнутые в холодном состоянии с большими радиусами загиба с незначительным наклепом; гнутые в холодном состоянии с малыми радиусами гиба (1 – 2,5 толщины детали), где допустим значительный наклеп.
Горячую гибку выполняют при нагреве деталей до температуры 900 – 1000 °C, и прекращают при температурах не ниже 700 °C. Охлаждение должно быть медленным, исключающим закалку, коробление, появление трещин и надрывов.
Холодную гибку деталей с большими радиусами гиба осуществляют на листогибочных вальцах, углогибочных вальцах или прессах (для сортовой и балочной стали). Во избежание большого наклепа минимальный радиус загиба должен быть до 25 толщин, тогда удлинение крайних волокон не должно превышать 2 процентов. Холодная гибка приводит к возникновению в заготовке пластической деформации.
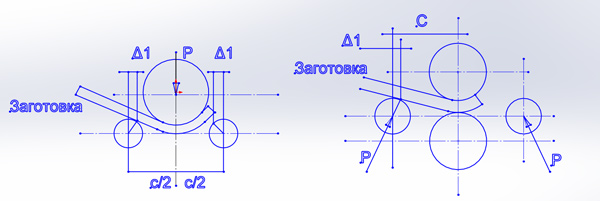
Схемы вальцев
В приведенных схемах вальцов диаметр верхнего валка находится в пределах от 280 до 600 мм (на отечественном и зарубежном оборудовании).
Минимальный диаметр вальцовки зависит от диаметра верхнего валка, сближения центров верхнего и нижнего валков, толщины заготовки и класса стали. Минимальный остаточный радиус гибки можно определить по диаметру верхнего валка, принимая предельный радиус гибки равным радиусу валка по формуле Б.И. Беляева:
![]()
где:
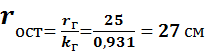
![]() – остаточный радиус гибки;
– остаточный радиус гибки;
![]() – радиус в процессе гибки;
– радиус в процессе гибки;
![]() – коэффициент из таблицы в зависимости от
– коэффициент из таблицы в зависимости от ![]() , где
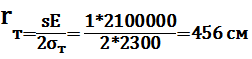
, где ![]() – радиус кривизны при напряжениях в крайних волокнах, равных пределу текучести:
– радиус кривизны при напряжениях в крайних волокнах, равных пределу текучести:

где:
S – толщина заготовки, см;
Е – модуль упругости, равный 2,1 * ![]()
![]()
![]() – предел текучести стали,
– предел текучести стали, ![]()
Пользуясь выражением (*), можно определить радиус гибки при вальцовке, обеспечивающей заданный остаточный радиус кривизны
![]()
![]() определяют по параметру
определяют по параметру ![]() (из таблицы).
(из таблицы).
Таблица. Значение коэффициента ![]() к формулам (*, **, ***)
к формулам (*, **, ***)
|
|
0 |
0,05 |
0,10 |
0,1 |
0,2 |
0,25 |
0,3 |
0,35 |
0,40 |
0,45 |
0,50 |
0,55 |
|
|
0 |
0,054 |
0,1176 |
0,1932 |
0,284 |
0,395 |
0,532 |
0,705 |
0,926 |
1,214 |
1,6 |
2,13 |
|
|
1,00 |
0,925 |
0,850 |
0,777 |
0,704 |
0,633 |
0,564 |
0,496 |
0,432 |
0,3706 |
0,3125 |
0,2582 |
|
|
0,5 |
0,65 |
0,7 |
0,72 |
0,74 |
0,76 |
0,78 |
0,80 |
0,82 |
0,84 |
0,86 |
0,88 |
|
|
2,885 |
4,00 |
5,76 |
6,78 |
8,08 |
9,56 |
11,59 |
14,29 |
17,97 |
23,11 |
30,68 |
42,4 |
|
|
0,208 |
0,1623 |
0,1215 |
0,1061 |
0,0926 |
0,0795 |
0,0673 |
0,0560 |
0,0456 |
0,0364 |
0,0280 |
0,0207 |
Рассмотрим пример определения остаточного радиуса гибки обечайки из листовой стали класса С38/23с толщиной S = 10 мм при радиусе рабочего (верхнего) валка ![]() = 250 мм (
= 250 мм (![]() = 500 мм). Принимаем минимальный радиус гибки
= 500 мм). Принимаем минимальный радиус гибки ![]() =
= ![]() = 25 см и определим
= 25 см и определим ![]()
Параметр 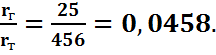
По таблице для этого параметра находим (по линейной интерполяции) ![]()
Минимальный остаточный радиус кривизны обечайки
Другой пример показывает, как можно определить радиус вальцовки, если задан проектный размер обечайки.
Сталь листовая S = 10 мм класса С46/33, остаточный радиус ![]()
параметр  из таблицы
из таблицы ![]() . Радиус гибки
. Радиус гибки ![]() = 0,685*100=68,5 см.
= 0,685*100=68,5 см.
Выводы
Во время холодной гибки стальных профилей возникает наклеп, так как во внешних волокнах происходит пластическая деформация.
Во избежание появление трещин в наружном (растянутом) поясе конструкций необходимо рассчитывать минимальный радиус изгиба (вальцовки) изделия. Б.И. Беляев предложил методику расчета основных параметров при вальцовке, которыми необходимо пользоваться при проектировании изделий из гнутых профилей.
Литература
Г.С. Писаренко и др. «Справочник по сопротивлению материалов», 1975 г.
М.М. Сахновский «Технологичность сварных стальных конструкций», 1980 г.
СНиП III – 18 – 75.